All Categories












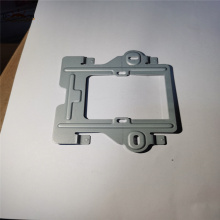
Metal stamping production parts
| Unit Price: | 1 USD |
|---|---|
| Min. Order: | 1 Piece/Pieces |
| Packaging: | Cardboard boxes and wooden boxes, etc. |
|---|---|
| Productivity: | Sufficient and customizable |
| Brand: | Xingkeda Technology |
| Transportation: | Ocean,Land,Air,Express |
| Place of Origin: | Shenzhen |
| Supply Ability: | Timely |
| Port: | Shenzhen |
Basic Info
Model No.: 42
Click on the follow link to find out more information: http://www.xkdcncmachine.com/automotive-sheet-metal-parts/
Company Info
- Company Name: Shenzhen Xingkeda Technology Trading Co., LTD
- Representative: shenaiju
- Product/Service: Parts processing , CNC machining , achine work , Precision machining , Hardware processing , Accessory processing
- Capital (Million US $): 5000000
- Year Established: 2021
- Total Annual Sales Volume (Million US $): Below US$1 Million
- Export Percentage: 31% - 40%
- Total Annual Purchase Volume (Million US $): Below US$1 Million
- No. of Production Lines: 10
- No. of R&D Staff: 11 -20 People
- No. of QC Staff: 5 -10 People
- OEM Services Provided: yes
- Factory Size (Sq.meters): 3,000-5,000 square meters
- Factory Location: D501-13, Building D, Guanghong Meiju, No. 163, Pingxin North Road, Hehua Community, Pinghu Street, Longgang District, Shenzhen
- Contact Person: Ms. Vicky
- Tel: 86-0755-23313732
Premium Related Products







Other Products




Hot Products
Slth Stamping Parts with Different Surface TreatmentSlth CNC Bendig Wire Forming Spring /Professional ManufacturerYangzhou Slth Serpentine Spring / Snake Spring with High Quality and Best PriceCustomized Auto Parts Elastic Element Oil Seal SpringCustomized Pipe Pressure Spring with High QualityVarious Shape Custom Carbon Steel Scroll SpringHigh Quality Customized Steel Wire Form Springs ProductsCustomized Precision CNC Machining PartsCustomized Various Torsion SpringsOEM ODM Customized High Quality Stainless Steel Stamping PartsHigh Quality OEM Metal Stamping PartsHeavy Black Finish Compression Spring Coil SpringChina Manufacturer Custom Steel Helical Compression Bending Banana SpringsBattery Electric Contact Plate Compression SpringsOpen or Close Snap Spring with High Quality Competitive PricesCustomized Experienced Design Extension Springs for Fitness Equipment